Spindle Temperature Rise Test
Spindle temperature rise primarily results from bearing friction, lubricant agitation, and heat generated by motor power conversion during high-speed operation. Excessive thermal growth can lead to spindle axis displacement, directly affecting machining accuracy, surface finish, and tool life.
To ensure long-term spindle stability and consistent cutting precision, accurate thermal growth control and automatic heat compensation mechanisms are essential. Key monitoring points typically include Fixed Bearing End (T1), Floating Bearing End (T2) and Spindle Motor (T3) as shown in Fig. 1.
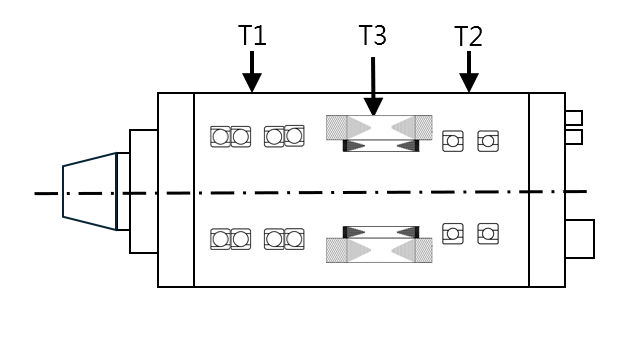
Fig. 1 Spindle Temperature Test Diagram
Recommended Temperature Control Standards for Spindles:
- Temperature rise at bearing ends (ΔT) ≤ 20°C
- Temperature difference between T1 and T2 ≤ 5°C
Implementing a precise thermal management strategy helps reduce thermal deformation, enhances long-term machining stability, and extends spindle life—especially crucial for high-speed spindles in precision manufacturing environments.