Inspection Standards
Spindle Taper Inspection and Accuracy Standards
The spindle taper is a critical interface between the spindle and the tool holder or clamping system. Its precision and stability directly impact the machining quality, rigidity, and repeatable positioning accuracy of CNC machining centers and lathes. Common spindle taper types include BT, HSK, CAT, and ISO, each featuring different angles, dimensions, and structural designs.
To ensure a perfect fit between the spindle and tooling, spindle tapers must be inspected according to international standards such as ISO 1947 and DIN 2080. Key inspection criteria include:
- Taper Angle Accuracy: Typically required to be within ±10 seconds of arc.
- Contact Ratio: A minimum of 70% surface contact is needed to prevent instability or tool loosening caused by point contact.
- Runout at Taper Face: Usually specified to be within 2μm for high-precision machining.
- Surface Roughness (Ra): Generally required to be below Ra 0.2μm to improve clamping rigidity and reduce wear.
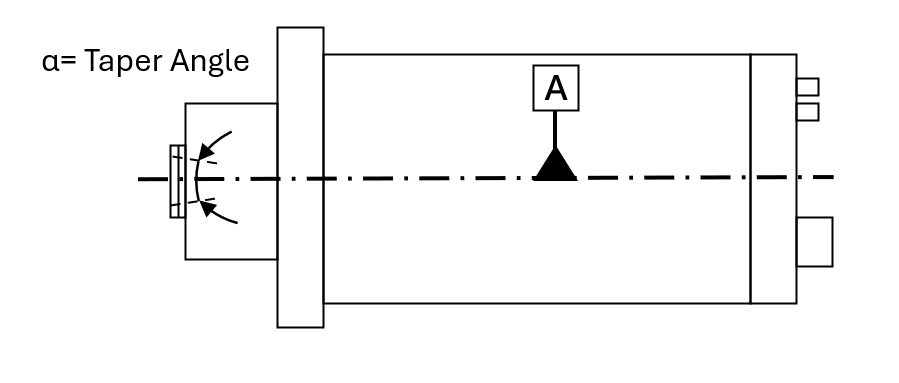
Fig. 1 Spindle Taper Diagram