検査基準
スピンドルテーパの検査基準と精度要件
スピンドルテーパ(Spindle Taper)は、工具やツーリングシステムとの接触面として極めて重要な役割を担っており、その精度と安定性は、マシニングセンタや旋盤の加工品質、剛性、繰り返し位置精度に直接影響します。一般的なテーパ形式には BT、HSK、CAT、ISO などがあり、それぞれ角度、寸法、構造設計が異なります。
スピンドルとツールの正確な嵌合を実現するためには、ISO 1947 や DIN 2080 などの国際規格に基づいて、主軸テーパの幾何学的精度と接触品質を検査する必要があります。主な検査項目は以下のとおりです:
- テーパ角度精度:±10秒以内であることが一般的な要件です。
- 接触率(Contact Ratio)/あたり:面接触が70%以上である必要があり、点接触による不安定な加工や緩みのリスクを防ぎます。
- テーパ面の振れ(Runout):高精度加工のため、2μm以内に抑えるのが一般的です。
- 表面粗さ(Ra):クランプ剛性の向上と摩耗の抑制のため、Ra 0.2μm 以下が望まれます。
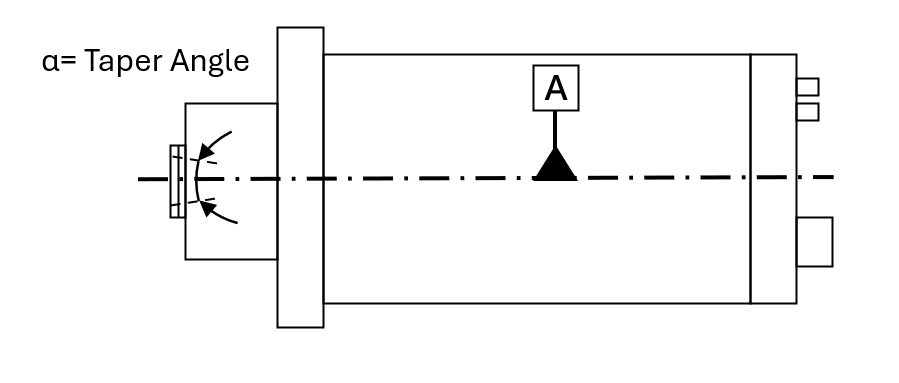
Fig. 1 スピンドルテーパー図