檢驗標準
主軸錐度標準
主軸鼻端錐度(Spindle Taper)是連接刀具或工具夾持系統的關鍵接觸面,精度與穩定性直接影響加工中心或車床的加工品質、剛性與重複定位精度。常見規格如 BT、HSK、CAT、ISO 等,各自具備不同的角度、尺寸與結構設計。為確保刀具與主軸的完美配合,需依據相關國際標準(如 ISO 1947、DIN 2080等)檢驗主軸錐度的幾何精度與接觸品質,包含以下幾項重點檢測項目:
- 錐度角度誤差(Taper Angle Accuracy):通常要求在 ±10 秒角以內。
- 接觸比(Contact Ratio):需達到 70% 以上的面積接觸,避免點接觸造成加工不穩或鬆脫風險。
- 偏擺量(Runout at Taper Face):通常規範在 2μm 以內,以確保高精度加工。
- 表面粗糙度(Ra):一般要求為 Ra 0.2μm 以下,提升夾持剛性與降低磨耗。
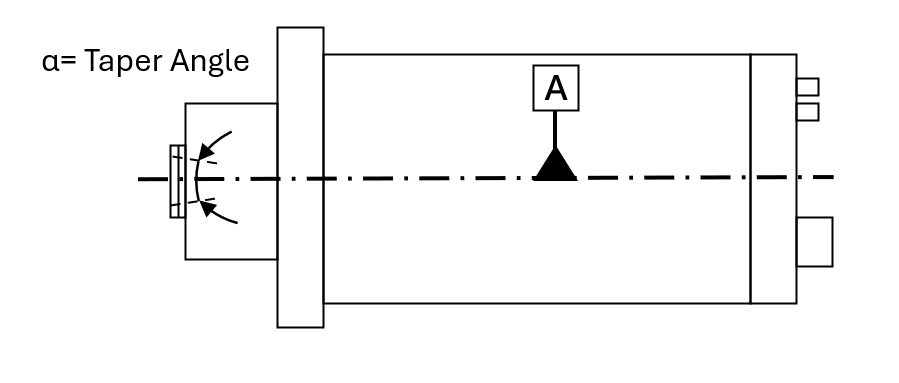
Fig. 1 主軸錐度示意圖