主軸夾持安裝規範指南|提升夾持穩定與加工精度
無法蘭主軸夾持要求(Spindle Holder Requirements – No Flange)
安裝無法蘭結構的精密CNC主軸時,需嚴格遵循以下技術規範,以確保夾持穩定性、避免加工偏擺並延長主軸使用壽命:
1.建議夾持長度如圖1所示,應儘可能延伸夾持區域,分散受力並提升穩定性。
2.最小夾持長度應大於主軸外徑的1.5倍(1.5×D),以防主軸滑移或應力集中導致損壞。
3.夾具內徑公差需符合 ISO H6,與主軸外徑 ISO h6 精密配合,確保高精度固定。
4.主軸固定座必須達到以下幾何精度:
• 圓柱度誤差 ≤ 0.01mm
• 孔的同心度誤差 ≤ 0.01mm
5.建議使用雙半殼式夾具設計(圖2),有助於均勻施力與避免主軸變形。
6.加工內孔時,中間過渡配合段建議留設 0.01~0.02mm 配合餘量,提升裝配貼合度。
7.避免採用圖3所示錯誤設計,該類結構可能對主軸套筒及軸承座造成損傷。
8.夾持位置應避開主軸軸承區域,以防破壞預壓設定與影響軸承壽命。
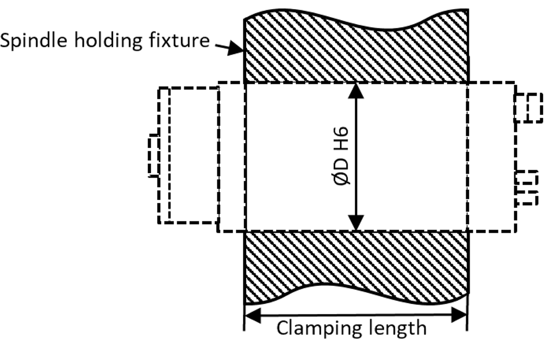
圖1. 無法蘭的主軸夾持治具
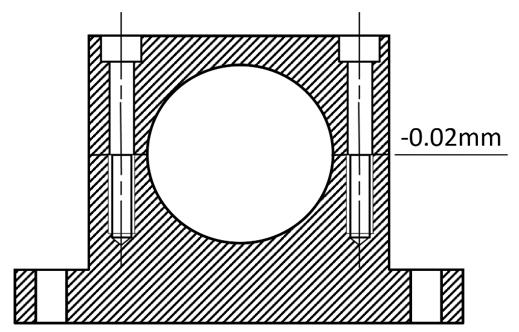
圖2. 建議的主軸夾持治具設計
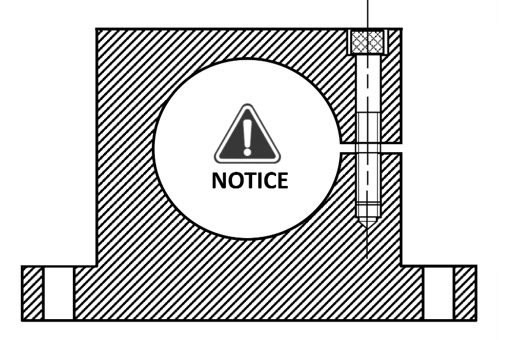
圖3. 不建議的主軸夾持治具設計
有法蘭主軸夾持要求(Spindle Holder Requirements – With Flange)
安裝具備法蘭結構的高速主軸時,需依照下列規範設計與製作夾持系統,以確保加工精度與運轉穩定性:
1.主軸夾持長度應儘可能加長,增強整體結構剛性。
2.建議夾具孔徑公差範圍為 +0.015mm 至 +0.005mm,確保法蘭與孔徑貼合緊密。
3.主軸夾具需具備以下精度要求:
• 圓柱度誤差 ≤ 0.01mm
• 孔同心度誤差 ≤ 0.01mm
4.法蘭壓接面至主軸座之距離(X 值)應符合圖4標準,確保正確定位與鎖固。
5.安裝建議:
• 先將主軸插入定位孔,接著將法蘭牢固鎖緊於夾具,確保主軸與座體穩定接觸。
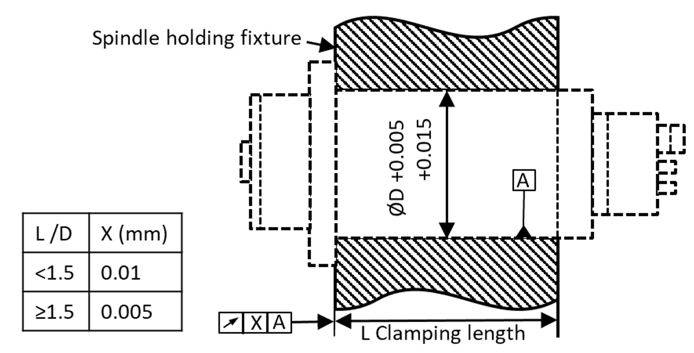
圖4. 有法蘭的主軸夾持治具
夾持正確,主軸更穩定|提升加工精度與主軸壽命的關鍵
依據主軸結構(有無法蘭)選擇對應的夾具設計與高精度加工,是提升CNC加工精度與主軸壽命的關鍵步驟。避免夾持不良與應力集中問題,才能達成高穩定性、高精度與長期可靠的加工目標。